打ち抜き加工の送り量検査
画像センサSVで打ち抜き加工時の送り量の不足による不良を検出!

| 内 容 |
打ち抜き加工時に送り量が不足すると不良になるので検出したい |
| |
|
| 課 題 |
不良品が混ざると目視でロット検査が必要となる。
金型によって送り量が異なるので送り量が異なっても簡単に調整が
できるようにしたい。 |
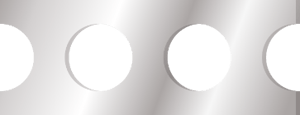
 OK品 正しい送り量
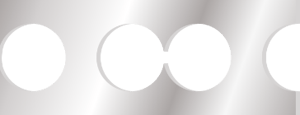
OK品 正しい送り量  NG品 送り量不足で穴がくっついている
NG品 送り量不足で穴がくっついている
そこで・・・


|
 画像センサSVシリーズでチェック! 画像センサSVシリーズでチェック!
|
| |
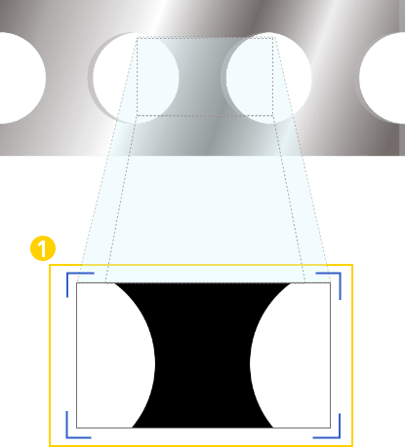
プレス後のフープ材を透過光で撮像する |
| |
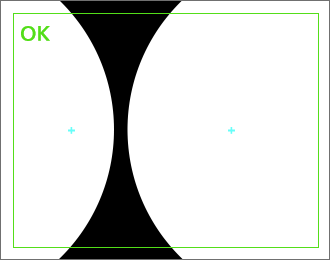
打ちぬかれた部分を特徴抽出で検査 |
|
 透過光を使って打ちぬかれた部分を白色、残り部分が 透過光を使って打ちぬかれた部分を白色、残り部分が
黒色になるように撮像します。
|
|
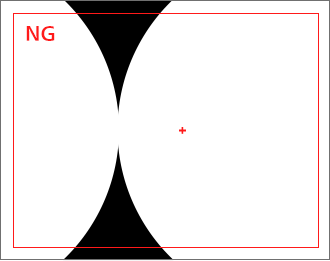
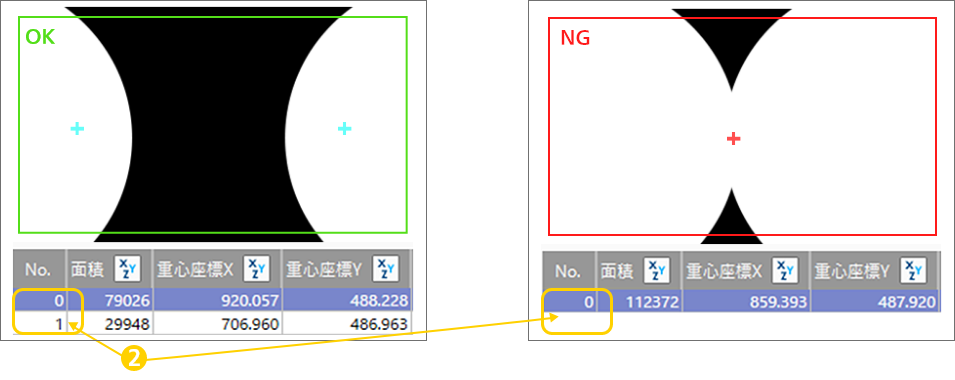
 特徴抽出で白い部分を検出します. 特徴抽出で白い部分を検出します.
正しい送り量の場合は白部分の検出は2個、送り量が少なかった場合は1個となるためNGと判断します。 |
|
 |
複雑な形状でも同じ設定で、打ち抜き部分がつながっていることを検出できます。
|
使用機種|SV-N120M
| 簡単設定 |
送り量が異なっても、検査エリア内に製品間の隙間部分が写っていればプログラム変更は不要です。 |
| |
|
| 高速処理 |
5000spm程度の高速プレスにも対応可能です。 |
| |
|
| 多品種対応 |
複雑な形状でも、打ち抜き部分を検出することで検査可能です。 |