


効果検証! エアパージを活用したレーザーマーキング
レーザーマーキングにエアパージを活用することで、印字・加工の能力を向上させる効果が得られます。印字の深彫りを題材に効果を実験でご紹介!
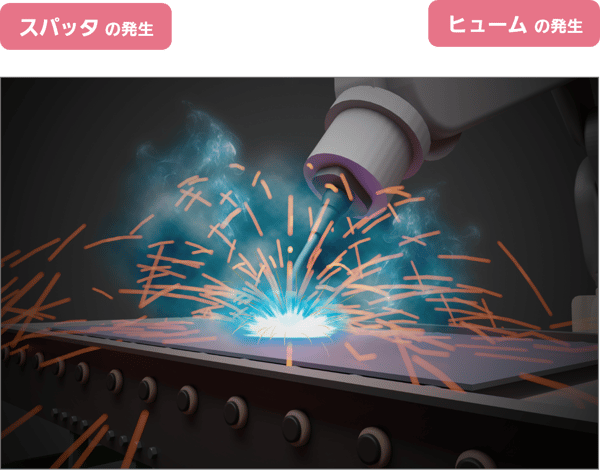
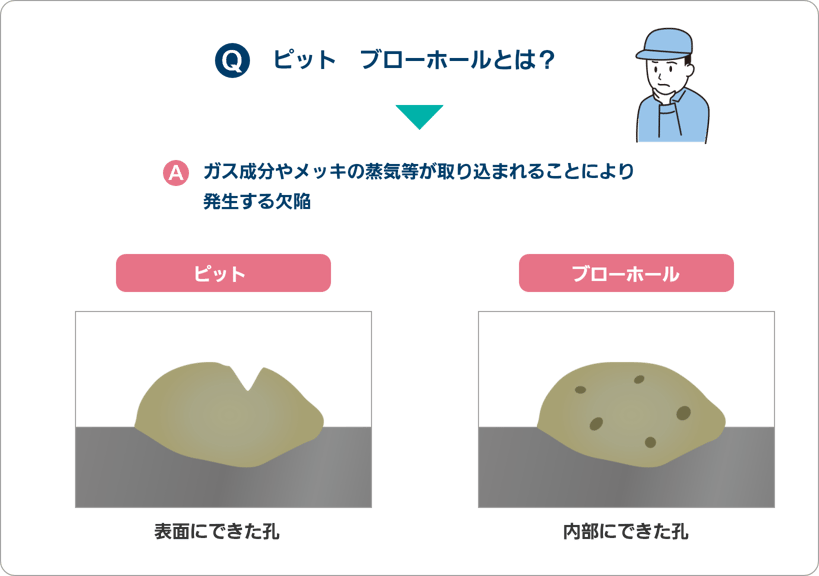
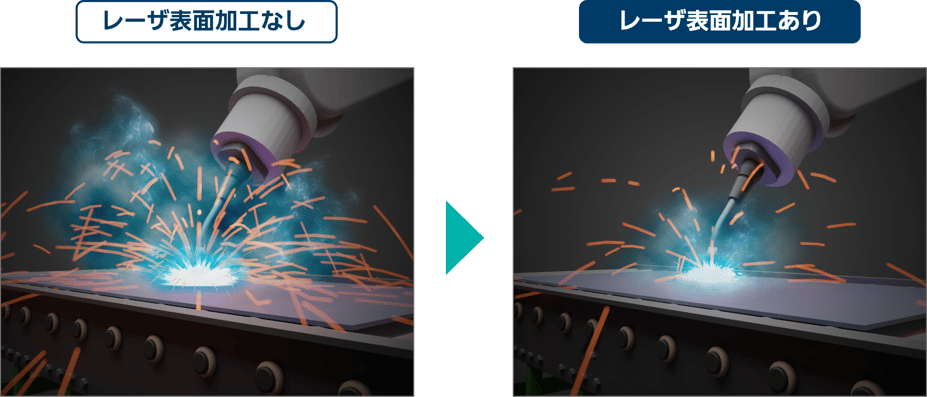
メッキされた金属を溶接する際に発生するスパッタの再付着に伴う品質不良 ブローホール・ピットによる溶接強度の低下というお悩みをレーザマーカにより解決できます。

溶接面にメッキ処理が施されていると
清掃の手間や溶接不良が生じる
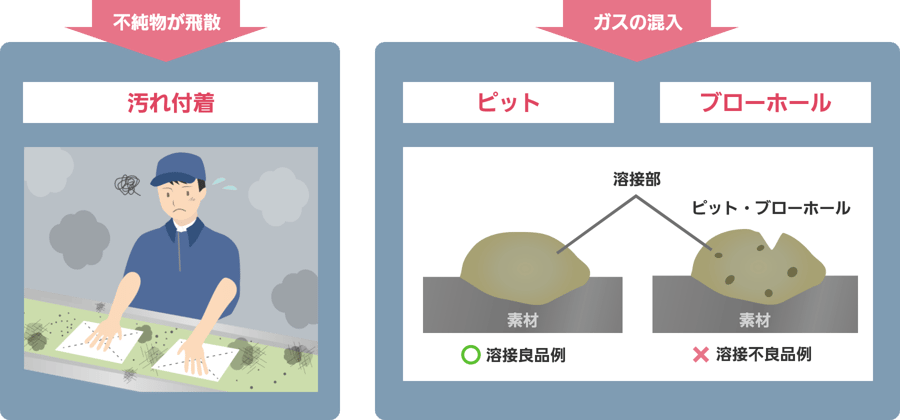
溶接強度低下の原因に!!
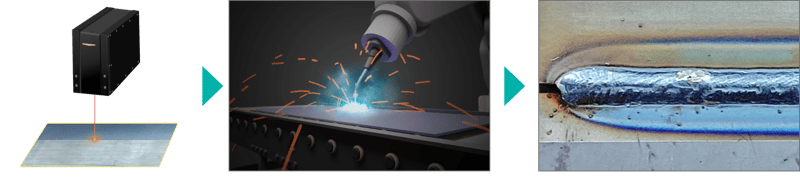
そこで・・・



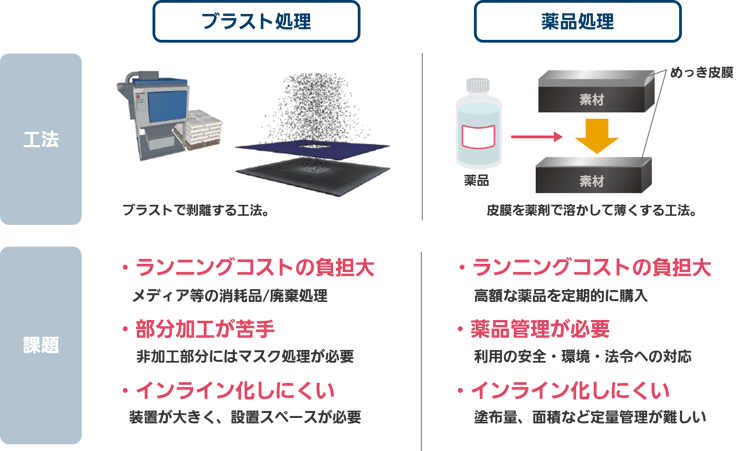
メッキをレーザ照射で局所的に除去することで
溶接不良の発⽣リスクを低減
![]()


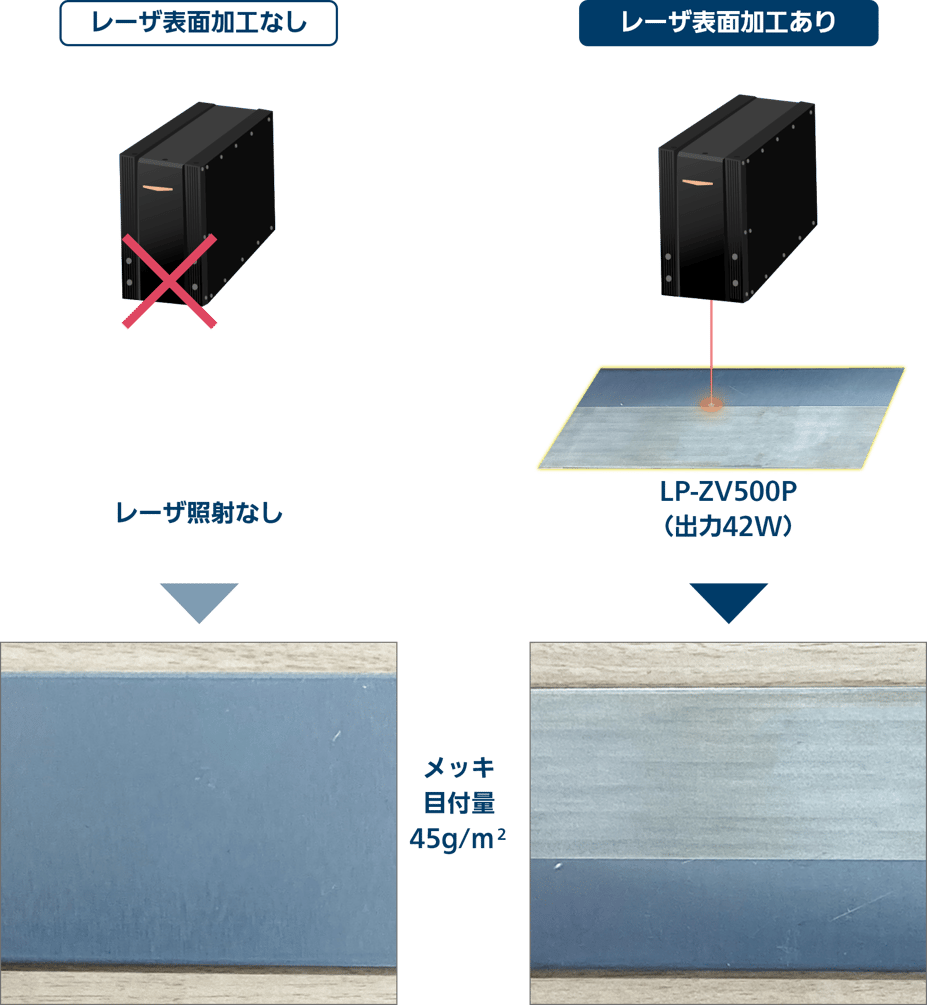



使用機種|LP-ZV

サンプルを用いた印字・加⼯の実験や商品の仕様に関するお問い合わせはこちらから

◆関連コンテンツ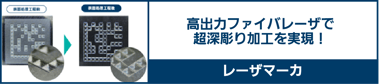
他の印字方式からレーザーマーカーに置き換えた際の
メリット・デメリットがまとめられています。
レーザーマーカの詳しい技術について
まとめられています。

レーザーマーキングにエアパージを活用することで、印字・加工の能力を向上させる効果が得られます。印字の深彫りを題材に効果を実験でご紹介!
樹脂成型直後でも安定した印字を実現。上流工程から下流工程まで一貫したトレーサビリティをご提案!
工程改善、生産の合理化に役立つレーザマーカの事例を紹介します!