

お客さまからいただいた質問をもとに、今回はメタルマスクの開口部の設計について解説いたします。はんだ不良を引き起こさないようにするために重要なポイントです。ぜひご参考ください。
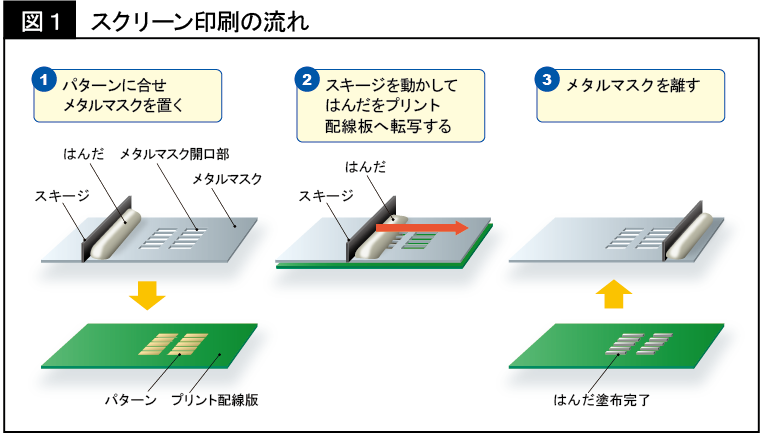
最近では、はんだ実装の際、スクリーン印刷ではんだを塗布する場合が多くあると思います。(図1)
弊社コネクタのような、小型かつ端子間のピッチが小さい部品では、特に精度の高いはんだ塗布が必要です。
スクリーン印刷において、最適なはんだ塗布するには、はんだ開口部を適切な寸法で設計していただき、はんだ量をコントロールすることが肝心です。
はんだ量が多すぎると、はんだ(フラックス含む)這い上がりや、はんだブリッジがおきる場合があります。
逆に、はんだ量が少なすぎると、プアはんだ(※注1)の原因になってしまいます。
※注1) プアはんだ:はんだづけが十分にされない部分ができてしまうこと
たくさん塗布していたほうが、しっかり付きそう・・と、単純な私は思ってしまいますが、あくまで適切な量を塗布することが、トラブルを防ぐためには重要なのです。
パナソニックのコネクタでは、それぞれのカタログにプリント基板推奨加工図とメタルマスク開口部推奨加工図を掲載しています。
これらをご参考いただければ、最適なメタルマスクの設計が可能です。
ここで、適切なはんだの塗布量は、以下のように計算できます。

当社のメタルマスク推奨加工図では、メタルマスクの厚みを100μm~120μmに設定していますが、それ以外の厚みのメタルマスクを使用する場合もあるかと思います。その場合であっても、上記の適切なはんだ塗布量を守っていただくよう設計していただくことが、はんだ不良を防ぐために重要です。
また、メタルマスク推奨加工図では、メタルマスク開口率も表記しております。

これは、推奨加工図に沿って設計していただいた際の、基板上のパターンに対するメタルマスク開口部の割合です。
こちらも適切にはんだ実装していただくために、ご参考いただきますようお願いいたします。
いかがでしたでしょうか。今回は、メタルマスク開口部の適切な設計について解説いたしました。はんだ塗布量をしっかり守っていただくことが、はんだ不良をなくすポイントになります。ぜひ、設計時に今回の内容をご活用ください。






